ゴム砥石とは
- HOME
- ゴム砥石とは
タクトのゴム砥石
- 結合材
- 加硫ゴム
- 研磨剤(砥粒)
- 酸化アルミニュームまたは炭化ケイ素で出来た混合製品です。
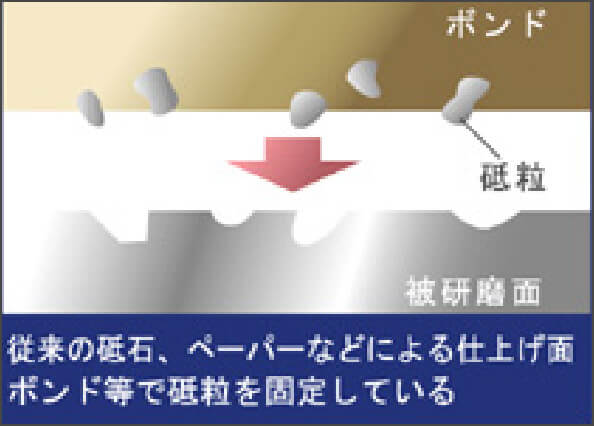
一般的砥石類、サンドペーパー等、結合材としてフェノール樹脂、レジノイド、ビトリファイド他で(ボンド系)砥粒(A、WA、GC他)を保持し、砥粒の脱落から始まり、次の砥粒が目を出すと言う循環で、結合材の接着性が高いため、目詰まりが起こりやすく、初期(研削、研磨)終期(研削、研磨)で、ワーク面粗度の違いが大きくなります。面は、 △△山になりやすい。
△△山になりやすい。
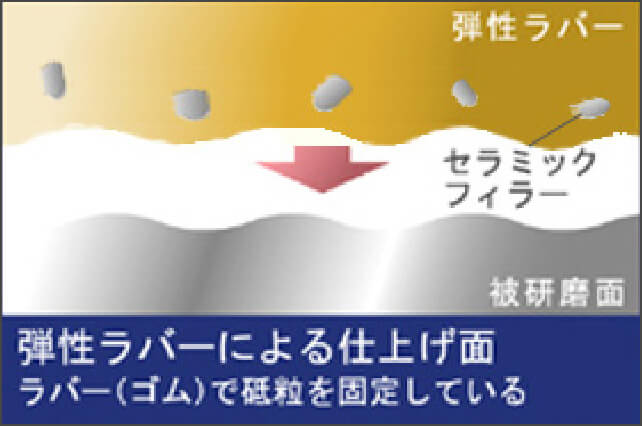
ゴム砥石は、ゴムの摩耗から始まり、砥粒の脱落。
次にゴムの摩耗と、ワンクッション置き、循環します。
結合材がゴムだけなので、消しゴムの様に目詰まりが起こりにくく、初期(研削、研磨)終期(研削、研磨)とも、ワーク面粗度の違いが小さくなる。
面は、 山になります。
山になります。
この現象は、研磨剤(砥粒)がゴムのクッションでゴムの中で移動しながら、ゴムの摩耗とともに脱落する為です。
例:機械加工後の金属(鉄c45)面粗度Z0.2が表面△△の時、ゴム砥石#120で面なるところをこすると面粗度Z0.1に表面はに、研磨。
さらにその上に、ゴム砥石#220で面ならしをすると、面粗度Z0.08、表面は丸山です。
寸法は、ほとんど変化しません。
備 考
△山表面は、光を当てると乱反射し、附着物が付きやすい。
丸山表面は、光を当てると全面反射に近くなり、附着物が付きにくい。
△山、バフがけキズが残る。
丸山バフがけ全面反射により近くなる。
従来の研磨砥石
ハイテク素材の研磨砥石